
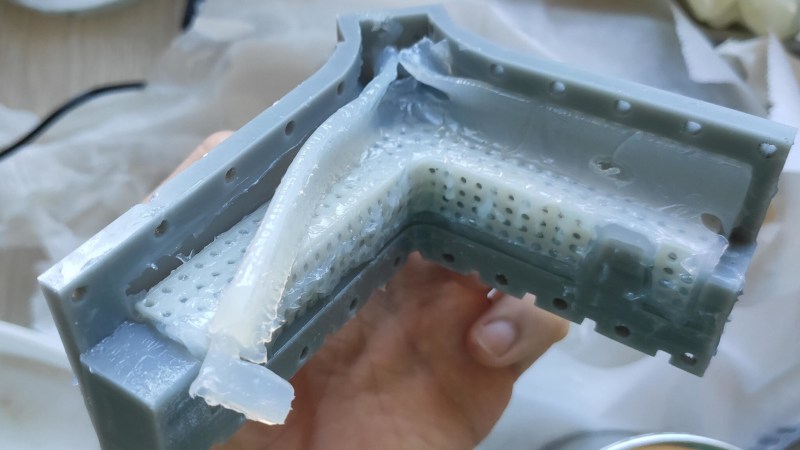
Casting parts in silicone is great, and 3D printing in resin is fantastic for making clean shapes, so it’s natural for an enterprising hacker to want to put the two together: 3D print the mold, pour in the silicone, receive parts! But silicone’s curing process can be inhibited by impurities. What’s cure inhibition? It’s a gross mess as shown in the image above, that’s what it is. Sadly, SLA-printed resin molds are notorious for causing exactly that. What’s a hacker to do?
Firstly: there are tin-cure and platinum-cure silicones, and for the most part tin-cure silicone works just fine in resin-printed molds. Platinum-cure silicones have better properties, but are much more susceptible to cure inhibition. Most workarounds rely on adding some kind of barrier coating to molds, but [Jan Mrázek] has a cheap and scalable method of avoiding this issue that we haven’t seen before.

[Jan] goes into a lot of great detail about this issue and his results, but here’s the short version: after carefully cleaning the resin printed mold to ensure absolutely no uncured resin is left on the surface, he submerges the print in water. The print (sitting in the water bath) is exposed to external UV curing for 30 minutes, followed by a 6 hour soak in the water. After this, the water is changed and the process repeated. That seems to be all that is needed to end up with an SLA-printed resin mold that doesn’t inhibit silicone curing. It sounds simple, but getting there was anything but.
That process applies best to thick-walled molds; there is a second process for thin-walled molds with fine features. Why? Because resin prints absorb water to some degree. A thick-walled print won’t care much, but a thin-walled one can’t sit in a water bath for 12+ hours without expanding and deforming at least a little. To deal with that, [Jan] seals small prints with a thin layer of acrylic (PMMA) after the initial cleaning.
Coating something in a fine layer of acrylic is easier than it may sound. [Jan] simply dissolves a small piece of clear acrylic in a quantity of acetone. Acetone is a poor solvent for acrylic, but it’s readily available and it does work if given a few hours. Once a roughly 1% solution is made, simply dip the cleaned and dried resin part into the solution, allow it to dry completely, then repeat. As a bonus, molds treated with an acrylic dip do not need a release agent: silicone simply refuses to stick.
As usual, [Jan] provides plenty of photos and details of what did and didn’t work as he zeroed in on a process. However, he does acknowledge that there still remain variables he hasn’t been able to identify or control. His process is overall a great success, but about 5% of the time, curing will be inhibited for no apparent reason. So for now, he always tests a new mold with a small amount of silicone to check for cure inhibition before committing to anything; cleaning cure-inhibited silicone is a real pain.
[Jan] does a lot of casting of parts in silicone, so this issue is something he’s certainly invested in. We always love to see the unusual approaches and fine attention to detail [Jan] brings to all kinds of aspects related to SLA printing in resin, whether it’s figuring out how to improve dimensional stability, or making and using flexible build plates before they were cool.
Stop Silicone Cure Inhibition, No Fancy or Expensive Products Required
Source: Manila Flash Report





0 Comments